Применение легкомелованной бумаги КАМА в офсетной печати
Применение легкомелованной бумаги КАМА Ural Bright и КАМА Ural Bright Satin Plus в листовой офсетной печати.
Руководство «Применение легкомелованной бумаги KAMA Ural Bright и KAMA Ural Bright Satin Plus в листовой офсетной печати» можно скачать здесь.
ДОПЕЧАТНАЯ ПОДГОТОВКА
При подготовке файлов к печати следует использовать следующие стандарты:
FOGRA 46 Бумаги LWC и 1-кратного мелования
- Lab (в среднем) 90,5/0,2/1
- Яркость (D 65) - 79-90%
- TVI: 16% CMY, 19% K
- TIL: 300 %
FOGRA 41 Бумаги MFC машинного мелования
- Lab (в среднем) 91,7/0,3/0,5
- Яркость (D 65) - 68-85%
- TVI: 16% CMY, 19% K
- TIL: 280 %
ПОДГОТОВКА БУМАГИ К ПЕЧАТИ (РЕЗКА ВО ФЛАТ)
- Для изготовления листа бумаги одновременно разрезается несколько рулонов.
- Среди рулонов, используемых для резки определенной паллеты, возможен один бракованный рулон.
- Многие дефекты бумаги, выявленные в готовой паллете, имеют определенную частоту повторения, например, каждый второй или четвертый лист.
- При наличии дефекта на всех листах подряд необходимо предварительно проверить настройки печатной машины и условия печати.
АККЛИМАТИЗАЦИЯ
Рекомендуемые условия в помещениях для хранения бумаги и картона:
- температура воздуха: 18-23°C.
- относительная влажность воздуха: 40-60%.
- отсутствие попадания прямых солнечных лучей на бумагу и картон;
- отсутствие сквозняков;
- хранить в оригинальной упаковке (при частичном использовании бумаги или картона, вскрытую упаковку тщательно завернуть стрейч-плёнкой).
При соблюдении этих условий бумага или картон могут храниться в течение одного-двух лет в зависимости от их химического состава.
АККЛИМАТИЗАЦИЯ. РАСПАКОВКА И ХРАНЕНИЕ ПЕРЕД ПЕЧАТЬЮ
- Проверьте отсутствие повреждений перед распаковкой.
- Перед печатью бумага должна пройти акклиматизацию (температура 18-23°C, относительная влажность 45-55%).
- После распаковки бумагу следует еще раз визуально проверить на наличие замятий, неровных краев, обрезков, посторонних предметов, пересортицы и т.д.
- Этикетки на паллетах/упаковках должны сохраняться как минимум до момента поставки готовой продукции заказчику. Это важно для проведения переговоров с производителем бумаги по поводу выявленных дефектов.
ОТНОСИТЕЛЬНАЯ ВЛАЖНОСТЬ ВОЗДУХА В ЦЕХУ
Бумага гигроскопична и легко теряет и набирает влагу.
Не следует пренебрегать процедурой акклиматизации! Бумагу необходимо распаковывать только после того, как её температура будет равна температуре помещения!


ПЕЧАТЬ
Бумага - прекрасный электростатический конденсатор, способный долгое время удерживать электрический заряд.
Причинами появления электрического заряда могут быть перемещение бумаги из холодной среды в тёплую, а также транспортировка бумаги.
В рулонах и стопках бумаги изменяются ее линейные размеры. Поверхности бумаги трутся друг о друга, создавая статический заряд.
ПОДГОТОВКА ПЕЧАТНОЙ МАШИНЫ К РАБОТЕ
- Печать должна начинаться после прогрева машины.
- Валики красочного аппарата необходимо прогреть до температуры ≈ 33 °C. Это предотвратит образование пузырей и отслоение бумаги при запуске машины.
- Необходимо устранить избыточное давление в зоне контакта.
- Особое внимание следует уделить адгезии (липкости) красок: необходима средняя адгезия и низкая адгезия (указана в паспорте краски).
ПЕЧАТЬ. ВЫЩИПЫВАНИЕ
Иногда с поверхности бумаги происходит выщипывание мелованного слоя или частиц волокон.
- Особое внимание необходимо обратить на липкость красок: требуется средняя и малая липкость (см. паспорт краски).
- Валики красочного аппарата необходимо прогреть до температуры ≈ 33 °C. Это предотвратит выщипывание и отслоение бумаги при запуске машины.
Причины возникновения, не связанные с бумагой:
- запуск печати на непрогретую машину;
- высокая липкость краски;
- плохая очистка ОРТП.
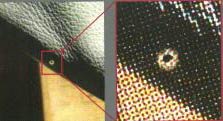
ПЕЧАТЬ. МАРАШКИ
Марашки - посторонние частицы на оттиске в виде белых точек, обычно с вкраплением краски в центре, препятствующие переносу краски на бумагу.
Основная причина их появления - наличие пыли, а также иных частиц.
Причины возникновения, не связанные с бумагой:
- попадание посторонних предметов в краску, насос или фильтр красочной системы;
- пыль или посторонние частицы в печатном цеху.
Причины возникновения при производстве бумаги:
- большое количество бумажной пыли, образующейся при резке;
- отслаивающиеся частицы мелованного слоя.
Важно контролировать:
- наличие марашек при печати с одной или обеих сторон;
- следует протестировать бумагу из другой партии.
ПЕЧАТЬ. РАССЛАИВАНИЕ
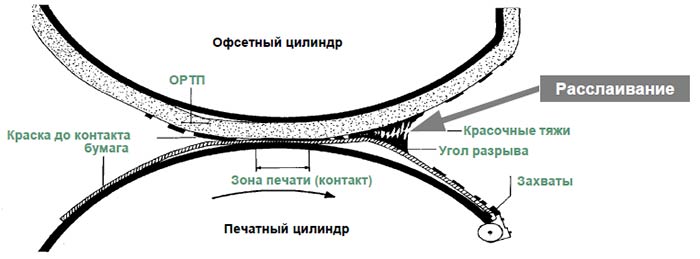
Расслоение поверхности бумаги при выходе из контакта с ОРТП. Причины расслоения.
Машина. Пуск на "холодную машину".
- низкая температура валиков. Валики окрасочной машины должны быть прогреты до температуры ≈ 33 °C;
- чрезмерное давление на контактную площадку;
- слишком быстрый запуск и остановка машины приводят к потере растворителя из краски и увеличивают прилипание краски к валикам и ОРТП.
- скорость печати.
Краска. Холодная краска становится более липкой и сильнее отделяется от контактной зоны.
- начальная вязкость/липкость краски высокая. Особое внимание следует обратить на липкость краски: требуется средняя или низкая липкость (см. паспорт краски).
- краска прилипает к валику, если подготовка к нанесению занимает много времени или имеет место длительный простой.
ОРТП. Жесткость (по Шору) и quick-release характеристики ОРТП.
Бумага. Холодная бумага увеличивает липкость чернил и способность ОРПТ отделяться от бумаги.
- поверхностная прочность/стойкость к выщипыванию;
- внутренняя проклейка/связующие/гладкость;
- в меньшей степени: плотность/толщина/направление волокна (MD/CD)/жесткость.
Раскладка. Многокрасочные плашки в хвосте/отсутствие незапечатанных областей.
ПЕЧАТЬ. СТАБИЛЬНОСТЬ РАЗМЕРОВ


ПЕЧАТЬ. ДВОЕНИЕ И НЕПРИВОДКА
Двоение - это образование вторичного изображения с низкой насыщенностью цвета.
Основная причина - отклонения в технологии печати или настройках машины.
Неприводка (несовмещение красок) - это несовпадение изображений на отпечатке, полученном разными печатными красками при формировании многокрасочного изображения.
Неточность обусловлена недостаточной технологией и/или недостаточной точностью работы машины.
Дальнейшие действия - анализ в заводской лаборатории (дефекты могут быть вызваны как отклонениями в технологии печати, так и в процессе изготовления бумаги).
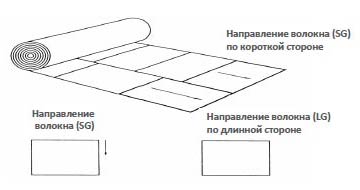
Причины возникновения, не связанные с бумагой:
- направление волокон по ширине листа (LG, SG);
- бумага нарезана не под прямым углом;
- бумаги с высоким значением параметра глянец могут проскальзывать при захвате;
- нестабильная влажность по площади листа.
Профилактика
- Машину необходимо прогреть на холостом ходу.
- Использование холодных красок увеличивает липкость и усилие отрыва офсетного полотна.
- Использование холодной бумаги влияет на появление дефектов.
- Равномерность натяжения ОРТП необходимо проверять в соответствии с техническими условиями.
- Необходимо проверить, чтобы приводка была одинаковой для каждого листа. Убедитесь, что лист не задевает упоры или боковые направляющие.
- Давление не должно быть больше, чем необходимо для эффективного переноса краски на бумагу.
- Захват должен быть очищен и смазан для каждого проблемного узла.
- Неравномерное покрытие листа краской может оказать негативное влияние.
НАБИВАНИЕ/НАЛИПАНИЕ
Набивание/налипание краски и/или бумаги на ОРТП.
- налипание к пробельным элементам в той же печатной секции (отрицательная адгезия);
- налипание к печатным элементам в той же печатной секции (положительная адгезия);
- налипание с переносом на последующие секции, например, с чёрной краски на синюю.
Причины возникновения, не связанные с бумагой:
- высокая липкость краски;
- несоблюдение значений параметров увлажняющего раствора (контроль!);
- плохая очистка ОРТП;
- отклонения в значении параметра температуры валиков (свыше 5 °С).
ПОСЛЕПЕЧАТНАЯ ОБРАБОТКА
Виды крепления
Рекомендованные:
- шитьё на скобы (скрепление на ВШРА)
- клеевое бесшвейное скрепление (КБС)
- клеевое швейное скрепление (КШС)
Нерекомендованные:
- шитьё нитками (бумага содержит механическую массу, при сшивании нитками происходит разрыв волокон бумаги, что приводит к разрыву тетради по корешку, в результате чего страницы выпадают из блока).


